
Nickel Recover and Rinse Water Recycling with Nanofiltration

By Phil Katselnik, Sanitary-Dash Manufacturing & Samy Y. Morcos, CEF, MichDan Environmental Technologies
Nanofiltration can be used successfully for recycling rinsewater and recovering plating chemicals. Operation and maintenance of the technology is simple and the prorated cost-per-week for the membrane is no more than the cost of a filter cartridge.
Sanitary-Dash (North Grosvenordale, CT) is a manufacturer of solid brass plumbing accessories in a polished chromium finish. When the company ran tests on its plating process, the tests indicated that the nickel content in the plant effluent was dangerously close to the maximum allowable discharge limit for nickel effluent for Sanitary-Dash's locality (1.0 mg/L). This 0.8 to 0.9 mg/L reading, at rates of 20 gal/min. prompted Sanitary-Dash to look for alternative methods of recycling and recovering.
A New System
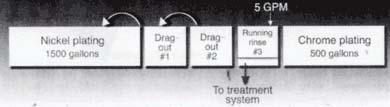
The Udylite Junior plating machine (Enthone-OMI, Inc., New Haven, CT) used by Sanitary-Dash contains cleaning solution, 2,400 gallons of nickel solution and 700 gallons of chromium plating solution, along with all the necessary rinse tanks. The system has three 200-gal rinse tanks after the nickel bath (see Fig. 1). Rinsewater from tanks 1 and 2 are returned to the nickel plating tank to make up for evaporation losses. Tank 2 is a 5-gal/min., 3,000-gal/day running rinse. It is also one of three running rinses, 5-gal/min. each, in the machine – one after each of the cleaning, nickel and chromium tanks.
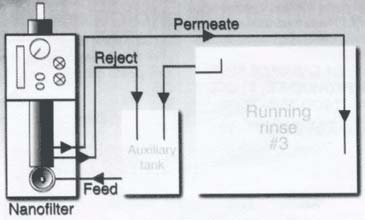
The management at Sanitary-Dash turned to MichDan Environmental Technologies, Inc., (Providence, RI) to improve the quality of the discharge effluent. After reviewing the situation, MichDan recommended and installed a demonstration unit equipped with two 2.5- x 25-in. nanofiltration membranes with a surface area of 15-ft2 each. Water flow was disconnected from tank 3, and overflow was directed to an auxiliary tank.
The demonstration tank was installed (Fig. 2) to feed the concentrate from the auxiliary tank back to the same tank, and the permeate discharge from tank 3 to the auxiliary tank, completing the loop. However, the 0.5 gal/min. permeate volume wasn't enough to maintain the quality of water in the rinse tank. Over a two-week period, it was necessary to operate the system several times overnight, and about 30 gallons of concentrate (more than 15,000 mg/L total dissolved solids ) were removed to enhance rinse quality. A 1-1.5 gal/min. system was recommended to meet the needs of the shop. A second phase of the study was undertaken to confirm the size of the system, which included the addition of a second demonstration unit, identical to the first, installed in the same fashion. On the first day that the two units operated, the nickel level dropped from 986 mg/L at 9:00 a.m. to 39 mg/L at 3:00 p.m. Based on the results, management decided to purchase a unit that produces 1-1.5 gal/min. of permeate under similar conditions. Subsequently, the company installed a unit consisting of one 4- x 40-in. nanofiltration membrane with a surface area of 90-ft., a high-pressure pump, prefilters and backwash manifold.
Effluent Improves
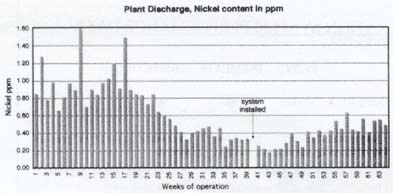
For the first six months, the plant effluent nickel level dropped to 0.2-0.4 mg/L (see Fig. 3), and water consumption was reduced by 2,800 gal/day (about 25 percent of total water consumption).
Weekly maintenance takes about one hour and consists of a backwash, replacement of both cartridge filters and removal of concentrated solution from the auxiliary tank. Final volume of rejected concentrate removed from the system is about 10 gal/week (TDS 15,000-20,000) ppm). Although this solution could be returned to the nickel plating tank after removing trace amounts of chromium and impurities, the plant management decided to send it out to reclaim the nickel.
The results of discharge water analysis for nickel were tabulated for nine months before, and six months after, installing the new system. The nickel contamination level was more than 0.8ppm in 18 or 39 weeks before, but none after.
About the authors:
Phil Katselnik is an environmental manager at Sanitary-Dash Manufacturing, a division of Zurn Corporation. He has a BS and MS in mechanical engineering from Barstow Polytechnic Institute, Barstow, Russia. He has been a member of the American Institute of Industrial Engineers for 15 years and is listed in the National Registry of Environmental Professionals.
Samy Y. Morcos, CEF, is with MichDan Environmental Technologies. He has a BS from Cairo University, Cairo, Egypt, and an MS from Rutgers University; both degrees are in chemistry. He has been a member of the AESF Providence-Attleboro Branch for 18 years.
MichDan Environmental Technologies, Inc., 24 Carriage Way, North Providence, RI 02904 Phone (401) 353-7806 Fax (401) 353-5699.