
Chromium Reduction and Heavy Metal Precipitation at Neutral pH with the Neutral Process, Part II
By Penny Wikoff, Research Scientist, Geo-Chem, Inc.
In Part I of Chromium Reduction and Heavy Metal Precipitation at Neutral pH with the Neutral Process, Penny Wikoff, a research scientist with Geo-Chem Technologies, walked us through her company's heavy metal-containing wastewater treatment process. Called the Neutral Process, it reduces hexavalent chromium and precipitates heavy metals at a neutral pH, saving time and reducing the amount of hexavalent chromium generated.
As promised, in Part II, Ms. Wikoff is providing real-world applications of the Neutral Process. Most have been done in government facilities and have been quite successful. The following are examples of successful implementation of the Neutral Process.
Albany, GA. This process was implemented in the Albany, GA Marine Corps Logistic Base IWTP in the summer of 1997. The base is a major supply and maintenance depot serving the U.S. Marine Corps. The IWTP is designed to process 200 to 250 gpm of industrial wastewater from processing wastes, washwaters, and rinsewater from maintenance and test shop operations, all of which is normally low in pollutants. Concentrated wastes such as waste caustic solutions, waste chromic acid solutions, and waste acid solutions are segregated and trucked to the plant where they are loaded into holding tanks and metered into the industrial wastewater for treatment. Groundwater is also pumped to the IWTP for treatment. Prior to implementation, the IWTP was using the sulfur dioxide caustic process for wastewater treatment.
Implementation of the Neutral Process into the existing IWTP required changing the location of the acid and caustic feed lines, installation of a zeta potential detector, turbidity monitor, and sludge depth meter. Note, the latter three would have been beneficial to the original treatment process. The pH of the influent wastewater is maintained greater than 7.2 with the addition of waste alkali and commercial caustic as required. The alkali pump is shut off at pH 8.0. The pH is maintained less than 8.5 with waste acid, which reduces the volume of acid required later in the process and also helps the operation of the Dissolved Air Flotation Unit used for oil and grease removal. Waste chromic acid is fed as available.
At the first reaction, tank sulfide solution is fed and at the second reaction tank ferrous sulfate and sulfuric acid is fed. The pH is maintained between 7.4 and 8.4, with chromium reduction occurring in the second reaction tank. Cationic and anionic polymers are added to coagulate and flocculate the precipitate. The cationic polymer feed is controlled with the zeta potential control. The solids are settled in the Upflow Clarifier where the treated wastewater flows up through the sludge blanket. Sludge recirculation is used to buoy up the sludge bed and help with pin floc removal. The wastewater now meets discharge requirements as shown in Table 1. The estimated cost savings for chemical usage and sludge disposal is approximately $116,500 or 47% compared to the old process.
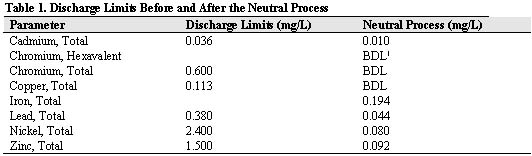
1BDL=Below Detection Limits
Keyport, WA. The IWTP at the Naval Undersea Warfare Center (NUWC) at Keyport, WA was selected for a full-scale demonstration of the process. The IWTP had been using the sulfur dioxide caustic process and, based on jar tests and prior pilot plant tests conducted at NAS Pensacola (FL), feeds of chemical were optimized and design modifications were implemented at Keyport with start-up in September 1995. The new process was evaluated over a nine-month operational period.
The process treated the NUWC industrial wastewater with hexavalent chromium as high as 310 mg/L , meeting current and proposed EPA discharge limits. A cost comparison of the new process with the old process indicated a 59% reduction in chemical cost and a 31% reduction in sludge disposal costs. On an annual basis, the total cost savings amounted to $31,950 or 34% over the old treatment process. At concentrations of hexavalent chromium greater than 100 mg/L, sludge generation and disposal costs were reduced by 17%. The IWTP treated batches of wastewater up to 39,000 gallons over a two-day period. In addition, a reduction in processing time was realized, as the Keyport operators were able to treat and clarify the 39,000-gallon batch of wastewater in one shift during the day.
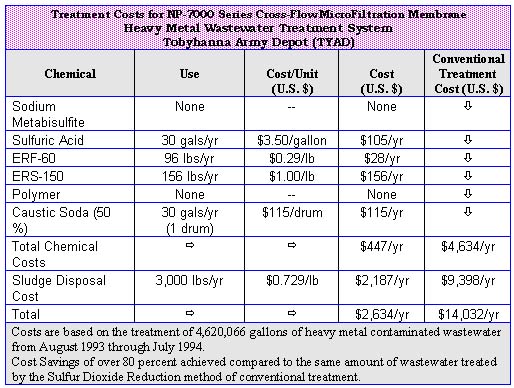
Baltimore, MD. The Neutral Process, coupled with Cross-Flow MicroFiltration, was pilot-tested at a 10 gpm treatment unit at Tobyhanna Army Depot Metal Pretreatment Plant, which manufactures and refurbishes medical and communications equipment. Wastewaters containing heavy metals are generated from their electronics and metal finishing operations. The hexavalent chromium containing wastewater was segregated for treatment with sulfuric acid and sodium sulfite to reduce the chromium. Following chromium reduction, the wastewater was mixed with the remaining wastewater, and the pH was adjusted to 9 to 10 with caustic. Ferrous sulfate was added as a coagulant and, as needed, sulfide was added to precipitate the heavy metals to discharge requirements. Chemical costs for the operation was $4,630 per year and sludge disposal was $9,400. Operation of the 10 gpm Neutral Treatment Unit demonstrated a projected chemical cost of $623 per year and a sludge disposal cost of $1,560 per year. The overall cost reduction for sludge disposal and chemical cost was 70%.
The unit operates automatically with process controls to monitor and control the pH and chemical feeds. The chemical feeds are controlled with a continuous analyzer, which colorimetrically determines excess treatment chemicals in the effluent and controls the concentration at 0.005 mg/L. Maintenance requirements include maintaining and calibrating the pH probes and ensuring chemicals are present. The ceramic membrane is cleaned with a citric acid cleaning cycle. A solids monitor/controller controls the solids in the recirculating cross flow at 2 to 4%. Solids are wasted to a sludge tank, and the thickened sludge is filtered using a plate and frame filter press, which is mounted on the skid mounted treatment unit.
Albuquerque, NM. This process is applicable to the treatment of a number of industrial wastewater containing heavy metals. If cyanide is present, cyanide pretreatment is required prior to heavy metal precipitation. The process can be coupled to oil/water separation and organic treatment processes. Kirkland AFB in Albuquerque, NM has purchased three treatment units for the treatment of washwater from wipes used in aircraft and vehicle maintenance. The wipes are contaminated with heavy metals, oils, and some light solvents. Disposal of the rags as a hazardous waste costs one shop $120,000 per year. Washing the wipes will eliminate the associated disposal costs, and the wipes can be reused. The treatment unit consists of oil/water separation with Cross-Flow MicroFiltration, the Neutral Process, and ozone to degrade the solvent. The treatment unit will have a six-month pay back period.
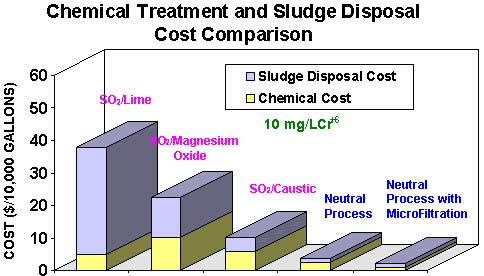
Cost Saving Illustrations
The illustrations below demonstrate the significant cost savings realized when the Neutral Process is used. When applied in conjunction with MicroFiltration, costs are driven down even further. The chart provides a real-world testimonial with data collected at Tobyhanna Army Depot.
Part I of this story makes mention of the fact that Geo-Chem has been chosen to participate in EPA's ETV-80% MF program. The company is looking for a metal finishing company that will work with them during the verification process.
If you are interested in finding out more about the Neutral Process or participating in the ETV-MF program with Geo-Chem, you can contact James C. Williamson, CEP, CHMM at geo_chem@hotmail.com. The company is currently headquartered at
Geo-Chem Technologies, 57436 Gearharts Landing Rd., Three Rivers, MI. Phone (616) 244-5373. Fax (616) 244-1266